

Mi instrucción como líder comenzó en 1993 al entrar al Centro de desarrollo Industrial CEDEI, en la generación PB-MI 20. Un curso intensivo de 20 programas divididos en dos áreas principales: Desarrollo de liderazgo y habilidades técnicas.
Los cursos técnicos incluyeron instrucción en PLC's, Control de motores, neumática e hidráulica, procesos metal-mecánicos, conocimientos en troqueles de prensado, proceso de pintura por electrolisis, CAD, Microsoft Ofice (Word, Power Point, Excel), entre otros.
Entre los cursos de liderazgo incluyeron instrucción de lideres, liderazgo de calidad, de supervisor a facilitador de clase mundial, presentaciones efectivas.
Suscribirse a
viernes, 1 de mayo de 2020
8 meses
Fueron 8 meses. mi ultimo dia de trabajo en TRW fue el 24 de Agosto del 2012, al principio con mente abierta y comenzar una nueva etapa en mi carrera profesional. consultor-capacitador, una amiga mia me dio la oportunidad de dar coaching y entrenamientos. fueron meses duros, los clientes demoraban la contratacion de servicios de entrenamiento, los estragos de la depression se seguian sintiendo, las multiples deudas que tenia por el cierre de mi negocio estaban haciendo estragos en lo poco que quedaba de liquidacion, pase por momentos de alta tension emocional, pero al mismo tiempo de reorganizar mis prioridades y realmente meditar acerca del siguiente movimiento en mi carrera profesional.
Despues de haber estado en posiciones gerenciales en los ultimos trabajos, el haber aceptado una posicion menor en TRW me hizo recapacitar. a pesar de mi precaria situacion economica, me vi obligado a hacer un compromiso conmigo mismo, aplicar y aceptar ofertas unicamente de nivel gerencial. Se que suena egocentrico en un momento, sin embargo, al meditar sobre mi situacion y las experiencias en mis empleos, resolvi que mis mejores momentos han estado en la coordinacion de equipos, gente con la que he compartido mis mas brillantes momentos y que en realidad disfruto de liderar proyectos. desde temprano en mi carrera siempre supe lo que queria ser, y era llegar a ocupar puestos gerenciales donde yo pudiera influenciar positivamente a la gente, a desarrollarse y tener mejores oportunidades en el trabajo y en la vida.
Asi pues, di consultoria por dos meses, practicamente Septiembre y Octubre del 2012, le comente a mi amiga que mi situacion financiera no era solida y debia redirigir mi energia a conseguir un trabajo mas estable. Empece a buscar con mis amigos y companeros de trabajo, era noviembre y solo dos oportunidades surgieron, habia escaces, una fue en Eaton, otra en Esselte... tres entrevistas en Eaton y llego diciembre, en Esselte solo dos.
Estaba seguro que Eaton entrando enero me llamaria,
Despues de haber estado en posiciones gerenciales en los ultimos trabajos, el haber aceptado una posicion menor en TRW me hizo recapacitar. a pesar de mi precaria situacion economica, me vi obligado a hacer un compromiso conmigo mismo, aplicar y aceptar ofertas unicamente de nivel gerencial. Se que suena egocentrico en un momento, sin embargo, al meditar sobre mi situacion y las experiencias en mis empleos, resolvi que mis mejores momentos han estado en la coordinacion de equipos, gente con la que he compartido mis mas brillantes momentos y que en realidad disfruto de liderar proyectos. desde temprano en mi carrera siempre supe lo que queria ser, y era llegar a ocupar puestos gerenciales donde yo pudiera influenciar positivamente a la gente, a desarrollarse y tener mejores oportunidades en el trabajo y en la vida.
Asi pues, di consultoria por dos meses, practicamente Septiembre y Octubre del 2012, le comente a mi amiga que mi situacion financiera no era solida y debia redirigir mi energia a conseguir un trabajo mas estable. Empece a buscar con mis amigos y companeros de trabajo, era noviembre y solo dos oportunidades surgieron, habia escaces, una fue en Eaton, otra en Esselte... tres entrevistas en Eaton y llego diciembre, en Esselte solo dos.
Estaba seguro que Eaton entrando enero me llamaria,
miércoles, 16 de septiembre de 2015
Cedulas Profesionales Mario Ruiz


Carrera Ingeniería Industrial Mecánica con especialidad en maquinas térmicas


Certificado Black Belt TRW-Rath & Strong

martes, 26 de febrero de 2013
TRW Electronica
 |
| Parte de mi equipo de trabajo. Excelente equipo que generamos, todos bien comprometidos a ser la mejor unidad de Negocio de TRW. |
martes, 11 de diciembre de 2012
Mi carrera profesional, TRW VSSI
En este precioso tiempo que Dios Padre me ha concedido, voy a hacer descripción de los trabajos que he desarrollado a través de 19 anos de actividad profesional.

Empezare por la ultima Empresa en la que he colaborado hasta ahora, TRW Vehicle Safety Systems de México Una empresa localizada en Reynosa Tamaulipas México dedicada al ensamble de cinturones de seguridad para Industria Automotriz, sus principales clientes: Ford, GM, Chrysler; otros clientes en Menor escala: VW, Mercedes Benz, BMW.
el producto: Un comodity para la estructura corporativa de TRW obligada para vender otros sistemas de seguridad mas sofisticados y sensores como bolsas de aire.
Unidad de negocio de baja productividad, de alta intensidad laboral, empleando alrededor de 3500 personas en aprox. 200,000 pies cuadrados de planta.
4 comodities principales.

Mario en oficina de ingeniería. Abril 2012
Puesto: Ingeniero industrial Sr.
Empezare por la ultima Empresa en la que he colaborado hasta ahora, TRW Vehicle Safety Systems de México Una empresa localizada en Reynosa Tamaulipas México dedicada al ensamble de cinturones de seguridad para Industria Automotriz, sus principales clientes: Ford, GM, Chrysler; otros clientes en Menor escala: VW, Mercedes Benz, BMW.
el producto: Un comodity para la estructura corporativa de TRW obligada para vender otros sistemas de seguridad mas sofisticados y sensores como bolsas de aire.
Unidad de negocio de baja productividad, de alta intensidad laboral, empleando alrededor de 3500 personas en aprox. 200,000 pies cuadrados de planta.
4 comodities principales.
- Ensamble de retractor (Imagen cortesia de tarorigin.com)
- Ensamble de cinturones
(Foto cortesia de allproducts.com)
- Costura de Pin
- Prueba de pull
- Prueba de retractor
- Inserción de ancla y hebilla y accesorios
- Costura de ancla
- Costura de etiqueta
- Ensamble varios componentes
- Inspeccion final
- Empaque
- Ensamble de cabeza de hebilla
- Ensamble de Hebilla final.
- Anclas PretensionadorasAlgunos de los proyectos en los que estuve involucrado fue mejorar la apariencia en general de las lineas de producción de hebillas, cambiando contenedores de plástico por acero inoxidable, rampas de materiales, presentación en general de las lineas para estandarizar.Otro proyecto de los mas importantes, fue la redistribución de lineas en las 4 categorías de comodities, yo me encargue de mover algunas de las lineas de hebilla final. y la reconfiguracion de lineas de ensamble.En el proyecto que colabore y que trajo beneficios económicos fue la integración de costura de Pin en linea final que ahorraría al final de la implementacion 32 lineas por 1 operador y 2 turnos 64 operadores con una reducción en labor de ~U$432,000 anuales.Muchos proyectos de mejora que incluyeron la introducción de un tren para abastecimiento de materiales de forma mas silenciosa, rápida y ergonómica este proyecto proyecto un ahorro en labor de aprox. 18 materialistas en su primer etapa.
.jpg)
Honor a Quien Honor Merece
.jpg)
Equipo de mantenimiento después de movimiento de linea los verdaderos héroes en estos proyectos.
.jpg)
conversión de linea a celda de manufactura, tiempo de ejecución: 45 min. modificación de deslizadores por parte del contratista: 2.5 hrs. las lineas que coordine para movimiento estaban listas para trabajar en 3 horas o menos. Mi mayor reto: Poder coordinar movimientos de lineas en tiempo record, sin plan estratégico de la gerencia (o al menos nunca lo comunicaron a todo el equipo) y dirigido solo por urgencias del dia. Esta experiencia si bien no la mejor, integro una parte muy importante en mi curricular ya que muchas veces hay proyectos que se necesitan hacer con demasiada urgencia y esto me ha ayudado a generar planes en el camino y salir adelante. foto tomada en Abril 2012 en el techo de la expansión de edificio TRW
foto tomada en Abril 2012 en el techo de la expansión de edificio TRW
 Esta es una vista de estacionamiento 1 y expansión de bodega (65,000 pies cuadrados)El Mayor proyecto que se efectuó mientras estuve en TRW fue la expansión de la bodega. Este proyecto tuvo a fin eliminar una bodega externa que habían estado usando por mas de 10 años el objetivo principal fue eliminar esta bodega intermedia y sus costos asociados. poder tener en un menor tiempo los materiales y hacer mas eficiente el uso de los recursos de TRW.en este proyecto participe en relocación de lineas de producción.
Esta es una vista de estacionamiento 1 y expansión de bodega (65,000 pies cuadrados)El Mayor proyecto que se efectuó mientras estuve en TRW fue la expansión de la bodega. Este proyecto tuvo a fin eliminar una bodega externa que habían estado usando por mas de 10 años el objetivo principal fue eliminar esta bodega intermedia y sus costos asociados. poder tener en un menor tiempo los materiales y hacer mas eficiente el uso de los recursos de TRW.en este proyecto participe en relocación de lineas de producción.
.jpg)
.jpg)
.jpg)


sábado, 8 de diciembre de 2012
sábado, 24 de noviembre de 2012
Six Sigma Project

I'm publishing this Project Because I consider it one of my best six sigma projects I've executed.
Reason is I have to say Thanks to Invamex Management because they believed in the system no matter how long it would take (this project lasted 5 months until start of control phase)

As every six sigma Project has the DMAIC methodology, we start with the Define Step, consisting of certain amount of paces so we can land our project as best as possible.

As many of my projects, this one also was possible thanks to the big efforts and commitment of the team members and of course the willingness to learn new things and to be open to new Ideas.

The big problem this product has is that if one of the wheels is not properly aligned to the floor, the final user will sense unbalance thus creating discomfort.

{kind=link}
Management determined that the variation of the angles were causing this effect.
As part of the six sigma project, we constructed the gantt Chart so everybody would know in which phase of the process they would be required.

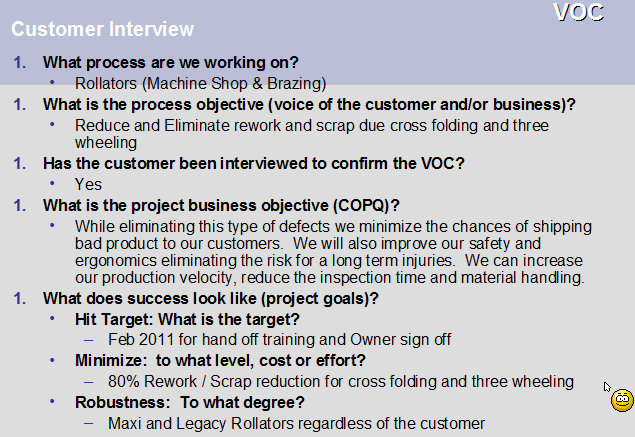
Voice of the Customer
Questionnaire was also prepare to help us really understand what to do where and this would help the team understand different point of views through the assembly process
 one of the important steps is to construct the SIPOC, diagram that helps us to define who are our suppliers, what they deliver, to what process; what we obtain from that given process, to who we deliver those outputs.
one of the important steps is to construct the SIPOC, diagram that helps us to define who are our suppliers, what they deliver, to what process; what we obtain from that given process, to who we deliver those outputs.


FMEA is require in order to understand the criticals of the product and the process and if needed, modify it in order to comply with customers requirements or specs

as reference of our project we have our Value Stream Map of the process.

Based on product quality history, we determined the cost of having defects that ultimately lead to loss and failure.

We used different pareto charts to define which component has the main contribution to our defect.

Also we determined which part of the process had the highest amount of defects registered.

We obtained our Fish bone diagram to determine the potential causes of failure.
Then we Traced our Measure plan and started.





At some pint of the measuring phase, management wanted to redirect the main contributor of failures, (Management believed that the main contributor was the punching process was causing the most deformation of the bend angles), so we decided to make a test of that, giving the following results.

Indeed after punching we were able to see impact in bend angle, so we decided to go ahead and make the hypothesis test,

After determined that the piercing operation was not a big contributor, we continued to evaluate our measurement system, and validate it.


Then we proceeded to obtain our process sigma.


back on history, The rollator process and product was developed in Europe, with a very sophisticated bend equipment, This equipment was not available to be transferred down to Reynosa, so Engineering decided to buy an used equipment and adapt it to the product to be built in Reynosa. After 3 years of operation the team was reluctant to change something of the parameters of the mechine, where in reality nobody knew of some of the bending features the equipment was able to perform. One of those features was precision vs speed, in other words, in order to obtain more presice bends you would need to play with speed of bend.

By Discovering these capabilities, we decided to build a DOE.







As you can see in this Dot plot graph, the precision of the bend is dramatically improved.


now our process was on control, you can see the green portion of the graph after variables adjusted.


Box plot confirms much less variation on angles.


you can see the big difference in defects in the last two periods.

and the percentage impact of it.

the project also revealed some areas of improvement across the process and some tasks were defined and delegated.





Suscribirse a:
Comentarios (Atom)