


I'm publishing this Project Because I consider it one of my best six sigma projects I've executed.
Reason is I have to say Thanks to Invamex Management because they believed in the system no matter how long it would take (this project lasted 5 months until start of control phase)

As every six sigma Project has the DMAIC methodology, we start with the Define Step, consisting of certain amount of paces so we can land our project as best as possible.

As many of my projects, this one also was possible thanks to the big efforts and commitment of the team members and of course the willingness to learn new things and to be open to new Ideas.

The big problem this product has is that if one of the wheels is not properly aligned to the floor, the final user will sense unbalance thus creating discomfort.

Management determined that the variation of the angles were causing this effect.
As part of the six sigma project, we constructed the gantt Chart so everybody would know in which phase of the process they would be required.

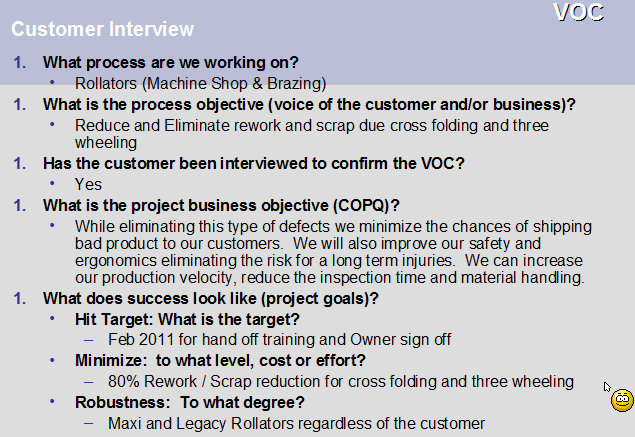
Voice of the Customer
Questionnaire was also prepare to help us really understand what to do where and this would help the team understand different point of views through the assembly process
 one of the important steps is to construct the SIPOC, diagram that helps us to define who are our suppliers, what they deliver, to what process; what we obtain from that given process, to who we deliver those outputs.
one of the important steps is to construct the SIPOC, diagram that helps us to define who are our suppliers, what they deliver, to what process; what we obtain from that given process, to who we deliver those outputs.


FMEA is require in order to understand the criticals of the product and the process and if needed, modify it in order to comply with customers requirements or specs

as reference of our project we have our Value Stream Map of the process.

Based on product quality history, we determined the cost of having defects that ultimately lead to loss and failure.

We used different pareto charts to define which component has the main contribution to our defect.

Also we determined which part of the process had the highest amount of defects registered.

We obtained our Fish bone diagram to determine the potential causes of failure.
Then we Traced our Measure plan and started.





At some pint of the measuring phase, management wanted to redirect the main contributor of failures, (Management believed that the main contributor was the punching process was causing the most deformation of the bend angles), so we decided to make a test of that, giving the following results.

Indeed after punching we were able to see impact in bend angle, so we decided to go ahead and make the hypothesis test,

After determined that the piercing operation was not a big contributor, we continued to evaluate our measurement system, and validate it.


Then we proceeded to obtain our process sigma.


back on history, The rollator process and product was developed in Europe, with a very sophisticated bend equipment, This equipment was not available to be transferred down to Reynosa, so Engineering decided to buy an used equipment and adapt it to the product to be built in Reynosa. After 3 years of operation the team was reluctant to change something of the parameters of the mechine, where in reality nobody knew of some of the bending features the equipment was able to perform. One of those features was precision vs speed, in other words, in order to obtain more presice bends you would need to play with speed of bend.

By Discovering these capabilities, we decided to build a DOE.







As you can see in this Dot plot graph, the precision of the bend is dramatically improved.


now our process was on control, you can see the green portion of the graph after variables adjusted.


Box plot confirms much less variation on angles.


you can see the big difference in defects in the last two periods.

and the percentage impact of it.

the project also revealed some areas of improvement across the process and some tasks were defined and delegated.




